

Are you "Impressed"?
Reduce OpEx and improve compliance by moving your utility from manual to remote monitoring of cathodic protection test sites.
Written by Caleb Hulbert
Steel pipeline assets in a natural gas distribution or transmission system require a special type of protection to prevent corrosion from occurring called cathodic protection. Cathodic protection is an electro chemical process that slows or stops corrosion currents by applying a direct current, or DC to a metal to the point of polarization. There are two types of cathodic protection systems designed to deliver direct current to the steel structure: galvanic and impressed.
In a galvanic anode system, protection is achieved by allowing a more reactive, sacrificial metal to corrode instead of the protected steel pipeline. A highly active galvanic anode is connected to the steel pipeline and sacrifices itself by supplying more free electrons to polarize or protect the intended metal structure. Most galvanic anodes we use in the utility space are magnesium because it is the most active and tends to do better in soil applications. Zinc anodes are more common in brackish water applications or soils with low reactivity. Aluminum anodes are typically used in salt water. Another option to provide ample cathodic protection is to impress a direct current from a reliable power source onto the steel pipeline. This is typically done by converting a readily available Alternating Current, or AC, that we use in our homes and businesses into a Direct Current, or DC, and applying it to the steel asset. That conversion is made possible by a special piece of equipment called a rectifier.
Most utilities incorporate a mix of sacrificial and impressed cathodic protection devices. For each method of cathodic protection, there are different tests that must be performed to ensure continuity of that protection across the entire natural gas system. Traditionally, these tests are performed manually by a corrosion technician taking voltage samples at aptly named cathodic protection test stations, or CPTS’s. With advances in remote monitoring technology, utilities can now perform these tests from the comfort of an office.
Why Cathodic Protection?
Utilities perform cathodic protection tests for two primary reasons. First and foremost, corrosion is the enemy for natural gas pipelines. Corrosion is constantly trying to work against our mitigation efforts 24 hours a day, 7 days a week, 365 days per year. It’s a natural process and unlike humans, it never sleeps. Corrosion of a natural gas pipeline can cause cracks, leaks, and potentially explosions which are dangerous to utility operators, customers, and the world around us. Anyone who has been involved in an emergency repair knows it is a high stress environment and an expensive process. Natural gas utilities are required to report this type of event to all the proper authorities. Then an investigation will take place, inspection documents will be requested, and the nail biting ensues while waiting to hear back from the officials.
 Appeasing officials and regulations is the second reason that makes this testing such a priority. Simply put, testing takes place to appease regulatory requirements. Corrosion control falls under Title 49 of the Code of Federal Regulations and deals broadly with transportation of hazardous materials. As a utility transporting natural gas, Part 192 defines specific requirements as it pertains to transport of natural gas by pipelines. Subpart I of Part 192 includes the requirements for corrosion control as mandated by the federal government.
Appeasing officials and regulations is the second reason that makes this testing such a priority. Simply put, testing takes place to appease regulatory requirements. Corrosion control falls under Title 49 of the Code of Federal Regulations and deals broadly with transportation of hazardous materials. As a utility transporting natural gas, Part 192 defines specific requirements as it pertains to transport of natural gas by pipelines. Subpart I of Part 192 includes the requirements for corrosion control as mandated by the federal government.
Under the current federal regulations, each rectifier or impressed current power source must be inspected to ensure adequate amperage and voltage levels that are needed to provide the proper cathodic protection. This must be done six times per calendar year, or bi-monthly. Subpart I of Part 192 in the Code of Federal Regulations dictates that this can be done through remote measurement or through an onsite inspection of the rectifier. Visual site inspections should be a part of the testing process at least periodically. For that reason, the regulations state that rectifier assets monitored remotely on a bi-monthly basis will still have to be visited in person for a visual inspection at least once per year, not exceeding 15 months. Pipelines that are protected by sacrificial or galvanic anodes must be tested once per calendar year, not to exceed 15 months on what the natural gas industry calls an “anniversary date.”
If a utility is only mandated to visit once every 365 days, not to exceed 450, what happens if protection is lost a day or a week after that anniversary read? For example, maybe a contractor hits an anode bed and fails to report it. A lot of corrosion can happen in a year! Wouldn’t a daily test or live stream of voltage data do a better job of ensuring the continuity of protection and the intrinsic safety it guarantees?
The federal government recently decided to mandate monitoring for another utility metric: pressure. Specifically, the Pipes Act of 2020 requires the monitoring of low pressure district regulator stations. Common practice for assessments previously dictated that operators could perform periodic testing and inspection of pressure regulation components for district regulator stations feeding low pressure systems to remain compliant. Now operators will be required to “upgrade and assess those stations as necessary to monitor low pressure system gas pressure at or near the location of critical pressure-control equipment.” What does that mean? Utilities will now be required to monitor system gas pressure in near-real time via a pressure recorder with telemetry, sensor interface, SCADA, or AMI network. It’s our opinion that remote monitoring of equipment will only increase as a requirement. If there are requirements to monitor pressure, then it’s only a matter of time before there are mandates to monitor corrosion remotely as well.
The Case For Remote Testing
Federal and state regulators are realizing that remote communication technology is readily available, affordable, and that implementing this with pressure monitoring devices could prevent catastrophic situations to life and property. The regulatory change was largely driven by a single event on the east coast that everyone in the natural gas industry remembers: Merrimack Valley. Rather than wait for an event to occur that is corrosion driven due to unknown lapses in cathodic protection, remote monitoring devices performing voltage sampling across a distribution or transmission system can guarantee assets are protected. The incoming voltage data can even be accessed in near real time and used to identify pipe sections that are unprotected. 
Utilities are required to take multiple tests for multiple measurements to gain insight into the continuity of protection along the entire natural gas system. Whether galvanic or impressed systems, these tests are typically performed at cathodic protection test stations. With these test stations, utilities can perform pipe-to-soil with both protected and interrupted current states, casing to pipe, coupon to soil, and pipe to native coupon. When it comes to rectifiers, utilities are required to know the main AC voltage input, the rectified DC voltage, and the DC current output values. Traditionally, corrosion technicians drive to different CPTS’s scattered around the system and perform some or all the tests at each station.
Advancements in radio frequency technology and communication networks have made it possible to collect all samples for mandated testing from the comfort of the utility’s office. This frees up corrosion technicians, who are often some of the most skilled labor on staff, to perform more important tasks. There are different ways of getting that data back to the utility without the human element by instead using radio frequency communication.
OTA testing, or over-the-air testing, is communication made possible by remote telemetry devices or modules using specific radio frequencies. In the 21st century so many things have been made possible by the increase in computing power and the decreased cost of technology due to its massive increase in scale. Almost every device in our lives that communicates with another is using radio frequencies. Think of garage door openers, baby monitors, video doorbells, and Wi-Fi networks. More specifically, most operate in the ISM, or industrial, scientific, and medical band of frequencies. Utilities that operate SCADA equipment will recognize the 900Mhz frequency in the ISM band, and the public will recognize the 2.4GHz and 5GHz frequencies for residential and commercial Wi-Fi applications, Bluetooth, and cell phones.
With a remote telemetry device housing a simple onboard computer and voltage meter at each test station, we can take samples more frequently as they do not require the human element. This also means more data for analysis that can be used in meaningful maintenance or replacement scheduling efforts. Remote monitoring and sampling systems often have an alarm element to them as well. Sampling parameters, or thresholds, can be programmed into these devices and if those high or low thresholds are crossed, an alarm is sent to the utility. Oftentimes these can also be included in a daily or weekly report. Remote monitoring and sampling decreases lapses in protection that could sometimes be unknown for months on end.
The Importance of Data
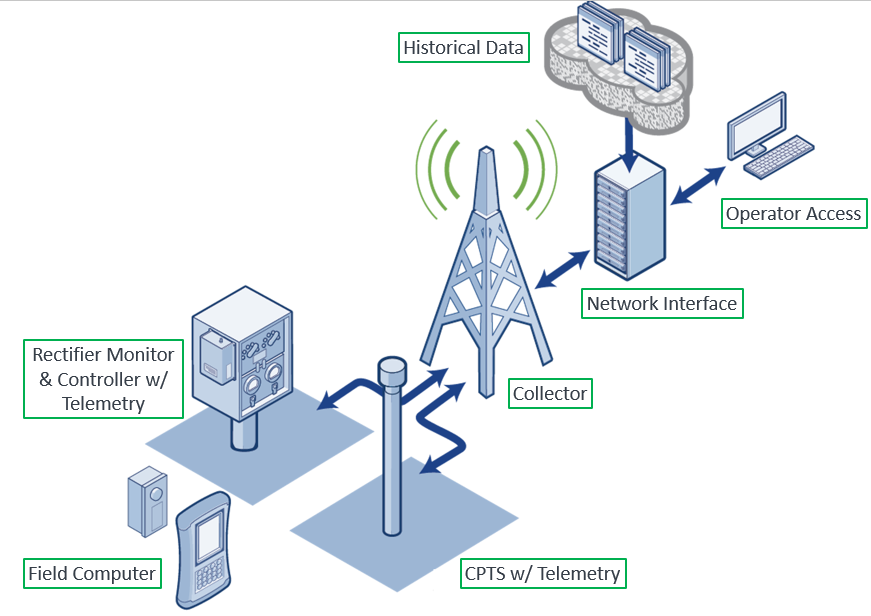
Data from remote monitoring systems for the utility sector are typically passed through a network that uses one of three communication methodologies. The three network types are cellular, mesh, and point-to-multipoint style networks. A cellular network uses sampling devices that have a SIM card built in, much like a cell phone, and it reports the data over the same frequencies that calls and texts use. A mesh network uses devices that act as both sender and receiver and pass data in a “hop” style method of communication. Do you remember the game we all played in kindergarten called Telephone? Say a phrase to your neighbor, the neighbor repeats it to the next and the next and so on until it gets back to the teacher. In a mesh network, it works similarly to the game of Telephone in that the message gets relayed through several collectors until it reaches a nearby collector that sends all the data back to the utility server or Cloud server for processing and visualization. With a point-to-multipoint network, each telemetry device, or radio, has a direct line of communication with the collector. Depending on scale and physical location, one type of communication may work better than the other.
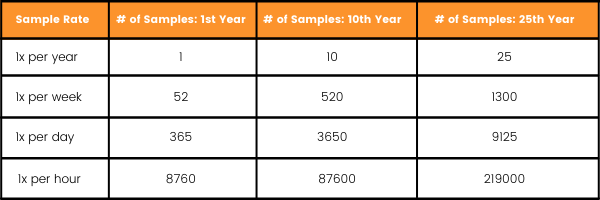
In our everyday 21st century lives, what we commonly hear is data, data, data. We hear that we need more data, we need more bandwidth for more data, more data for analytics and decision making, and the list goes on and on. Sometimes we can forget why more data, or more test samples are beneficial to a utility. One point of data is one test performed in the field. Frequencies of those tests are the key factor in generating more data. If we test once per year, we have 10 data points over 10 years. If we test once per hour over 10 years, we have 87,600 data points. With more data points and tests, operators can depict trends in their utility infrastructure with a higher degree of confidence. Now utilities can see degradation of assets as they happen.
Instead of replacing galvanic anodes based on generalized time-based methodologies, they can be replaced as they degrade, and utilities can see that degradation takes place in a graphical format with advanced data analytics platforms or Excel. With trend analysis, natural gas utilities can get the true capital lifespan value out of their assets and prioritize the right maintenance.
The goal of operations should be to do the right work, at the right time, for the right reasons. We accomplish that with preventive maintenance that has ample data to justify the means. With maintenance, utilities have time to plan and be proactive and this is most often done in a way that limits cost. The inverse of preventive maintenance is reactionary, expensive repairs.
Some manufacturers of this technology have advanced user-friendly analytics that are visualized on web-based portals. Data visualization software gives utilities the ability to register and track all deployed CP devices. In fact, a good software platform will allow you to mirror the asset hierarchy structure currently in use by allowing grouping of rectifiers and test stations by pipe section. Within those groups, voltage and current alarm thresholds can be set for specific pipe sections, or individual CP devices, and analyze the incoming data using graphical displays.
Large utilities across the county are finding this type of technology extremely useful during their maintenance planning because they can identify trends in particular pipe sections. Perhaps an anode bed is showing a depletion trend. Utilities can now recognize that trend more quickly and be predictive in budgeting for maintenance or replacement schedules. Remote cathodic protection devices also enable hourly notification of events that have triggered alarms, such as a rectifier short, or anything that would cause a pipe section’s sample to be out of range. When the remote cathodic protection monitor takes a sample, it’s not only looking for a voltage reading, but it’s also referencing historical data to identify a change that took place between this hour and the previous. Anniversary read dates can often be set for each cathodic protection test station, providing support for regulatory audits. In fact, with remote cathodic protection testing, instant off tests for entire pipe sections can be completed in under a minute instead of hours.
Gas pipelines are typically organized by breaking them out into what the industry calls pipe sections. This is where a rectifier is supplying DC current, AKA impressed current, on the pipe. For each rectifier, there are a varying number of cathodic protection test stations that enable the operator to test continuity of protection throughout the entire pipe section. An instant off test traditionally is performed by cycling a rectifier off, and as soon as that rectifier is turned off, a technician takes a voltage sample at the test station. This requires a technician to drive to each CPTS site along the pipeline asset and perform the same test again and again.
With remote monitoring cathodic protection solutions, an operator installs a rectifier monitor and controller along with the CPTS radio modules and connects them to the same network. Because they’re operating on the same network, each telemetry device is time synchronized.
A specific time is selected to perform the instant off test along the pipeline, say 11:59 PM for this example. The rectifier monitor and controller cycles off the rectifier at 11:59 and 01 seconds. The CPTS devices know they need to take a voltage sample at 11:59 and 15 seconds. The device takes a series of samples in quick succession and provides the average of those samples as a reportable “test” to the utility. At 11:59 and 30 seconds the rectifier monitor and controller cycles the rectifier back on and normal operation is resumed. Something that used to take countless man hours is now completed in less than a minute by remote cathodic protection technology.
Why does all this matter if you’re a gas utility? The simple answer: labor. Utilities have known for decades how difficult it is to find good, qualified talent and retain them. Most of the time corrosion techs are stretched very thin between compliance testing and their day-to-day responsibilities. Utilities are also aware that corrosion techs are some of the most trained and educated staff in operations. Those hours spent repeating the same sampling procedures could be diverted to the maintenance backlog or other critical utility functions. These remote devices monitor corrosion around the clock which allows technicians to mitigate pipeline issues that might occur between readings. If a utility can automate some of the basic operations an operator must deal with, fewer labor hours are required.
Conclusion
By eliminating the need for technicians to travel to these sites we can mitigate some of the day-to-day risk. Primarily, exposure to the risk of electrical shock is reduced, as rectifiers carry some serious power, up to 18,000 watts. Remote cathodic protection monitoring also reduces the number of truck rolls, which minimizes risks associated with travel. Changes in ample protection status can be realized in hours rather than months or years. Utilities will also have this data readily available in a digital format, helping make regulatory compliance that much easier. Gone are the days of fumbling through filing cabinet after filing cabinet of test forms for countless cathodic protection test sites and rectifiers.
Remote cathodic protection monitoring gives the operator the knowledge and confidence that users are protected hour by hour from at least one force of nature: corrosion. This technology is becoming more and more prevalent because operators are recognizing a new way to perform existing testing requirements. Federal regulations also typically drive change in a utility, like the Pipes Act of 2020 for remote pressure monitoring. As remote communication technology grows in popularity and becomes less expensive, it is a good bet that federal regulations will be modified to adapt monitoring efforts for cathodic protection.